

















































































































































Как избежать искривления при резке длинных профилей
Резка длинномерных профилей требует высокой точности и соблюдения технологических стандартов. Искривление материала на этапе резки может привести к браку, повышению затрат и ухудшению эксплуатационных характеристик изделий. Для предотвращения деформаций важно учитывать физико-механические свойства металла, правильно выбирать оборудование и режимы обработки.
Основными причинами искривления являются внутренние напряжения в структуре металла, неравномерное распределение сил при резке и недостаточная фиксация заготовки. Особенно подвержены деформациям профили из тонкостенных стальных сплавов и алюминия. Работы с такими материалами требуют особого внимания к подготовке кроя и контролю усилий.
Еще на стадии проектирования изделия необходимо учитывать возможные риски искривлений. Использование проката с минимальными остаточными напряжениями, а также грамотная последовательность резов помогают значительно уменьшить вероятность деформаций. Для ответственных деталей рекомендуется предварительная термическая обработка.
Выбор правильного метода резки — одна из ключевых мер профилактики. Механическая резка, плазменная или лазерная обработка должны подбираться исходя из толщины профиля, его длины, состава и назначения. Опытный технолог определяет оптимальные параметры для минимизации нагрузок на заготовку.
Факторы, влияющие на деформацию при резке
На поведение длинных профилей во время резки оказывает влияние множество факторов. Ключевую роль играет длина и поперечное сечение материала: чем длиннее и тоньше профиль, тем выше вероятность его искривления при снятии напряжений. Также важны вид металла, наличие остаточных напряжений, способ производства проката.
Особое значение имеет технология крепления заготовки на рабочем столе. Неправильная фиксация приводит к неравномерной нагрузке, прогибам и скручиванию металла в процессе реза. Применение прижимных устройств и специальных направляющих позволяет уменьшить такие риски.
При планировании резки в Навои необходимо учитывать рекомендации по выбору оборудования и режимов обработки для конкретных типов профилей. Это позволит избежать дополнительных затрат на исправление брака или переработку изделий.
Специалисты также обращают внимание на важность контроля температурных режимов. При термической резке перегрев отдельных участков может усиливать внутренние напряжения, вызывая деформацию. Правильный подбор скорости реза и мощности оборудования минимизирует этот эффект.
Способы минимизации искривления при механической резке
Для снижения риска искривления при механической резке длинных профилей применяются комплексные технические решения. Они направлены на равномерное распределение усилий, фиксацию заготовки и уменьшение воздействия остаточных напряжений.
К основным способам минимизации деформаций относятся:
-
использование станков с поддержкой профиля по всей длине;
-
применение специальных прижимных систем;
-
оптимизация траектории реза и скорости подачи;
-
контроль предварительной подготовки металла.
Выбор конкретного метода зависит от характеристик обрабатываемого проката, вида металла и требований к готовому изделию. Специалисты всегда учитывают специфику профилей и производственные условия.
Правильная организация рабочего процесса также имеет значение. Комплексный подход к резке — залог минимизации брака, повышения качества и увеличения срока службы изделий.
Применение технологий термической правки
В случае появления незначительных искривлений после резки возможно применение технологий термической правки. Процесс заключается в локальном нагреве и последующем охлаждении профиля для снятия остаточных напряжений и выправления геометрии изделия.
Термическая правка требует высокой квалификации персонала и строгого соблюдения температурных режимов. Неправильное выполнение процедуры может усугубить деформации или снизить прочностные характеристики металла.
В зависимости от типа материала и характера искривления применяют различные методы нагрева: пламенный, индукционный или инфракрасный. Каждый из них имеет свои особенности и требует точных расчетов параметров обработки.
Специалисты рекомендуют применять термическую правку только в случаях, когда искривление не превышает допустимые нормы, а изделие не относится к высокоточным конструкциям. Для ответственных изделий предпочтительнее избегать деформаций на стадии резки.

Технологии контроля качества заготовок
Контроль качества заготовок до начала резки — важнейший этап обеспечения стабильности процесса. Выявление скрытых дефектов, остаточных напряжений и несоответствий стандартам позволяет своевременно скорректировать технологию обработки.
В Навои применяются современные методы неразрушающего контроля, включая ультразвуковую диагностику, магнитопорошковый анализ и визуальный осмотр с применением измерительного инструмента высокой точности.
Регулярная проверка качества металлопроката способствует снижению производственного брака и увеличивает производительность за счет сокращения переработок. Особенно важно это для предприятий, работающих с крупными партиями профилей.
Соблюдение стандартов качества также включает проверку геометрических параметров, состояния поверхности и соответствие химического состава заявленным характеристикам.
Использование специализированного оборудования
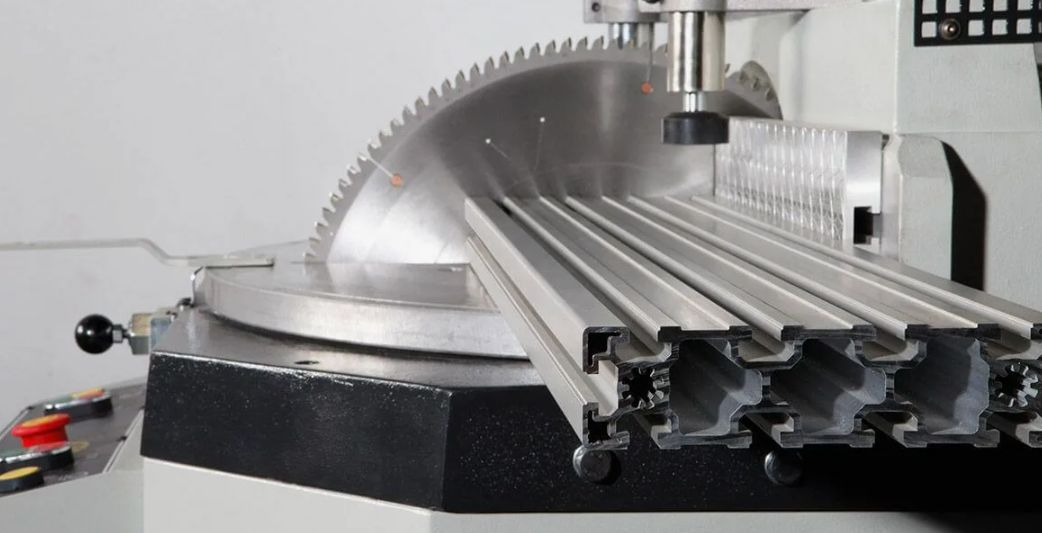
Эффективная резка длинных профилей невозможна без применения специализированного оборудования. Современные производственные линии оснащены комплексами поддержки профиля, системами автоматической фиксации и корректировки положения заготовки.
К основным типам оборудования относятся:
-
ленточнопильные станки с функцией поддержки длинных деталей;
-
автоматизированные системы подачи и выгрузки профиля;
-
установки для плазменной и лазерной резки с ЧПУ;
-
специализированные прижимные устройства для тонкостенных профилей.
Правильный выбор оборудования позволяет значительно повысить качество резки, сократить время обработки и минимизировать риск возникновения деформаций.
Инженерный подход к подбору станков и систем фиксации обеспечивает стабильность производственного процесса и повышает конкурентоспособность предприятия.

Влияние параметров резки на качество заготовок
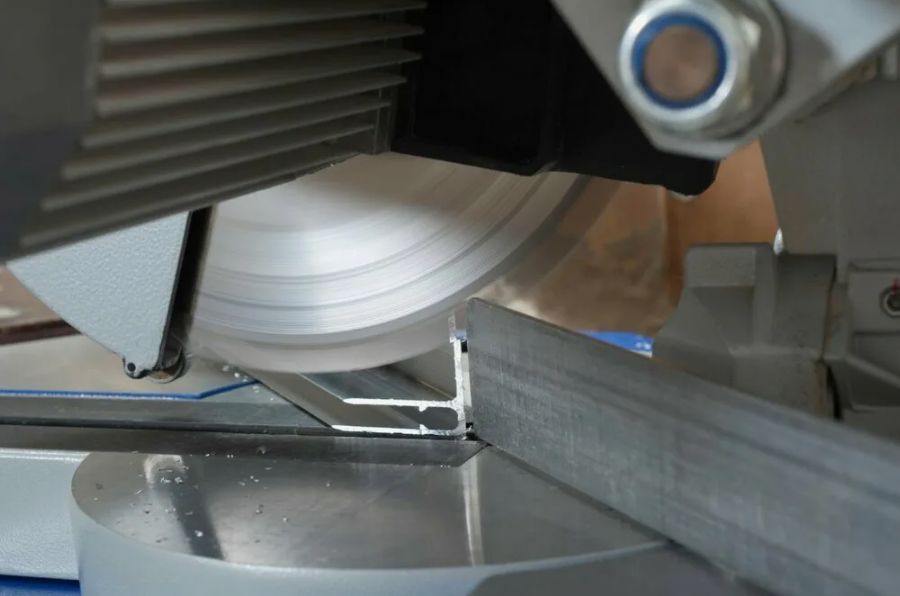
Параметры резки напрямую влияют на риск возникновения деформаций при обработке длинных профилей. Подбор оптимальной скорости подачи, силы реза и режима охлаждения позволяет добиться ровной линии реза без повреждений структуры металла.
Особое значение имеет учет теплового воздействия при термической резке. Перегрев заготовки приводит к локальному расширению и искривлению профиля, особенно в тонкостенных изделиях.
Опытные операторы всегда корректируют параметры оборудования в зависимости от состояния материала, погодных условий и требований к готовой продукции. Автоматизация процесса помогает минимизировать человеческий фактор и повысить точность обработки.
Важным элементом является тестирование различных режимов резки на образцах перед серийной обработкой, что позволяет подобрать наиболее эффективные параметры без риска для основных заготовок.
Особенности резки различных типов профилей
Каждый тип профиля требует индивидуального подхода к процессу резки. Различия в геометрии, толщине стенок и характеристиках металла определяют специфические требования к технологии обработки.
Профили с тонкими стенками особенно чувствительны к неравномерному нагреву и механическим нагрузкам. Для них требуется минимизация усилий при резке и обеспечение равномерной поддержки по всей длине.
Толстостенные балки и швеллеры менее подвержены деформациям, однако их резка требует увеличенных мощностей оборудования и усиленного контроля за траекторией реза.
В каждом случае предварительный анализ характеристик профиля позволяет заранее предусмотреть возможные сложности и принять меры по их устранению.
Опыт и технологии группы компаний «Интерстилс»
Группа компаний «Интерстилс» – международный металлотрейдер с представительствами в России, Казахстане и Узбекистане. Мы предлагаем клиентам все виды металлопроката, включая металлоконструкции любой сложности с последующим монтажом на объекте.
Благодаря многолетнему опыту комплексного обеспечения производственных и строительных объектов мы сформировали уникальную базу поставщиков — от крупнейших металлургических комбинатов до локальных мануфактур и металлобаз. Это позволяет нам оперативно обеспечивать заказчиков редкими и востребованными позициями.
Наши эксперты в области машиностроения, металлообработки и нефтегазовой промышленности обеспечивают профессиональные консультации по выбору оптимального металлопроката и технологий обработки. Все этапы работы – от первой консультации до приемки продукции – находятся под постоянным контролем специалистов «Интерстилс».
Сеть складов, прямые контракты с производителями, логистика и индивидуальный подход к каждому клиенту позволяют нам обеспечивать высокое качество сервиса и доставки металлопроката в любую точку России и стран СНГ точно в срок.









